Cold Pull – instrukcja krok po kroku
Cold pull (atomic pull) to skuteczna metoda czyszczenia dyszy drukarki 3D z nagaru, resztek filamentu i drobin materiałów ściernych. Eksperci 3dmove.pl polecają ją jako szybki sposób na poprawę jakości wydruków i ograniczenie stringingu.
1. Co przygotować
Filament do czyszczenia
Nylon (najskuteczniejszy) lub PLA (działa w większości przypadków).
Narzędzia
- Kombinerki
- Rękawice odporne na ciepło
- Obcinak do filamentu
- Opcjonalnie: klucz do dyszy i cienka igła do przetykania przy pełnej blokadzie
Uwaga: hotendy PTFE-lined nie powinny przekraczać około 240–245°C, aby nie uszkodzić wkładki PTFE.
2. Rozgrzej hotend i usuń bieżący filament
- Podgrzej hotend do temperatury aktualnego materiału (PLA: 200–210°C, PETG: 235–245°C, ABS: 240–250°C)
- Usuń filament z ekstrudera (Unload)
- Jeśli nie wychodzi, ekstruzuj 5–10 mm, aby przepchnąć resztki filamentu
3. Załaduj filament do czyszczenia
- Wsuń nylon lub PLA, przycinając końcówkę pod kątem
- Podgrzej hotend do temperatury roboczej i ekstruzuj 10–20 mm filamentu
- Sprawdź strumień – jeśli pojawiają się pęcherzyki, filament jest wilgotny i należy go wysuszyć
4. Schłodź hotend do temperatury pull
Filament powinien być lepki i gumiasty, nie płynny ani kruchy.
Temperatura pull według filamentu
| Filament | Temperatura pull |
|---|---|
| PLA | 85–95°C (all-metal), 90–105°C (PTFE-lined) |
| Nylon | 130–160°C |
| PETG | 110–130°C |
| ABS | 140–170°C |
Jeśli filament zrywa się przy wyciąganiu, podnieś temperaturę o 5–10°C. Jeśli wychodzi miękki i rozmaślany, obniż temperaturę o 5–10°C.
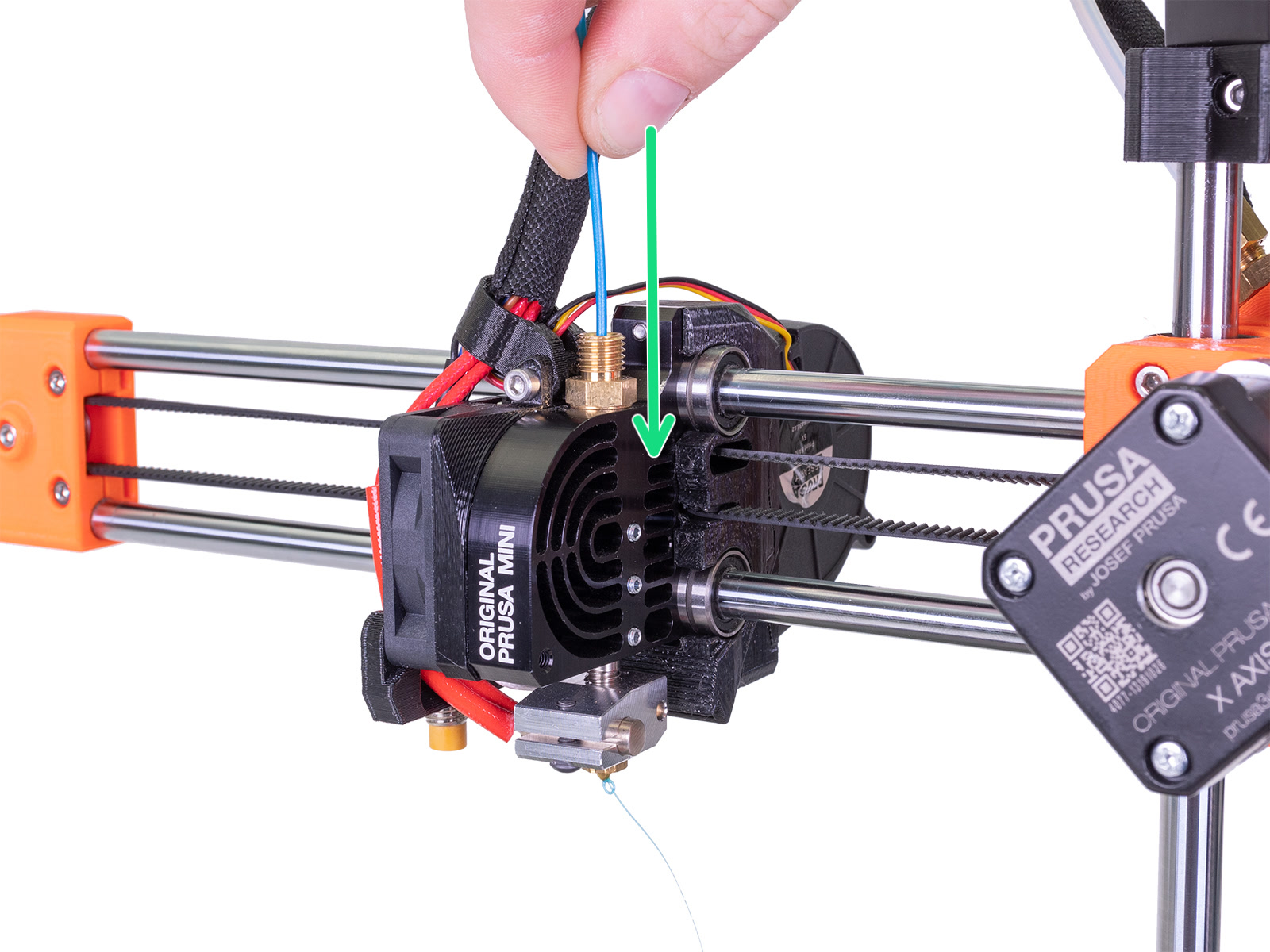
5. Właściwy pull (wyciągnięcie filamentu)
Dociśnij lekko filament ręką i pociągnij jednym ruchem do góry.
Uwagi według typu ekstrudera
- Direct-drive: odepnij docisk ekstrudera, filament wyjdzie swobodnie
- Bowden: odłącz rurkę PTFE przy hotendzie i pracuj krótkim odcinkiem filamentu
6. Oceń wynik i powtórz
Końcówka filamentu powinna mieć czysty stożek z wyraźnym odciskiem dyszy. Powtórz proces 1–3 razy, aż końcówka będzie idealnie czysta.
7. Szybkie warianty i wskazówki eksperta
- Głęboka blokada: przetkaj igłą od spodu dyszy, dopiero potem wykonaj cold pull
- Po materiałach ściernych (CF/GL/WOOD) zawsze wykonuj cold pull, najlepiej nylonem
- Pracuj w rękawicach, nie szarpaj ekstrudera silnikiem
- Hotendy all-metal lepiej działają w niższych temperaturach pull; PTFE-lined wymaga +5–10°C
8. Najczęstsze błędy
- Za wysoka temperatura: filament wychodzi miękki, bez odcisku → obniż temperaturę
- Za niska temperatura: filament zrywa się → podnieś temperaturę o 5–10°C
- Siłowe ciągnięcie przez długi Bowden → odłącz przy hotendzie, użyj krótkiego odcinka
- Przegrzewanie PTFE-lined → nie przekraczaj 245°C
9. Mini-checklista do szybkiego druku
- Unload starego filamentu i podgrzej hotend
- Załaduj nylon/PLA, przepuść 10–20 mm
- Schłódź do temperatury pull
- Dociśnij i wyciągnij filament jednym ruchem
- Oceń stożek i powtórz 1–3 razy
- Przepuść 10–20 mm nowego materiału i rozpocznij druk






